¿Cómo resolver el problema de calidad de la superficie de la tubería PPR?
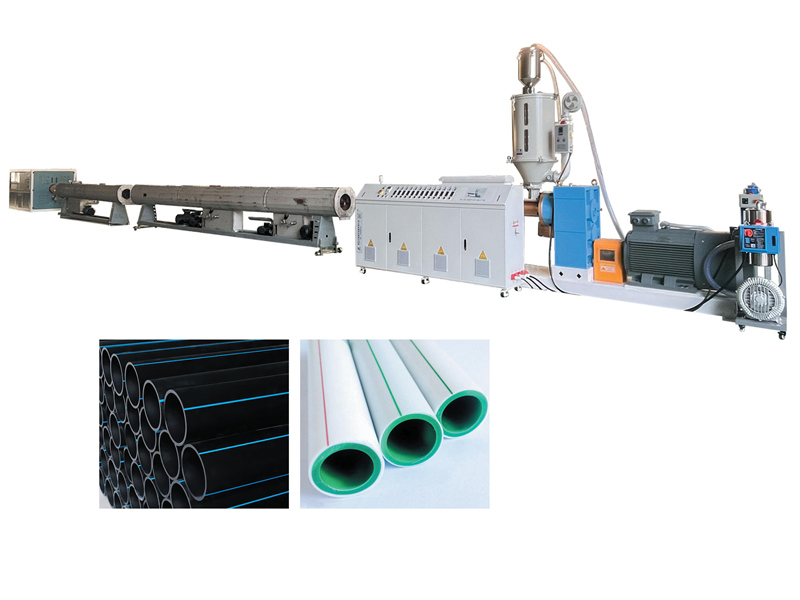
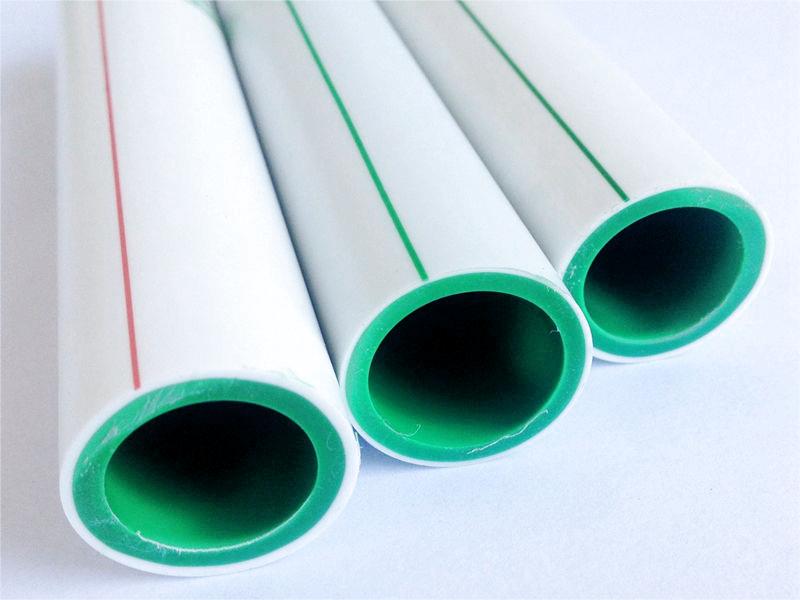
Las tuberías de PPR (copolímero aleatorio de polipropileno) se usan ampliamente en la construcción de suministro de agua y drenaje, HVAC, tuberías industriales y otros campos debido a su resistencia a la corrosión, alta resistencia a la temperatura, resistencia al impacto y otras características. Su calidad de la superficie no solo afecta la apariencia, sino que también puede reflejar el rendimiento interno (como la pureza de las materias primas, la estabilidad de la tecnología de procesamiento).
Aquí, el equipo de ingeniería de Yongte analiza los problemas de calidad de la superficie de las tuberías PPR y proporciona soluciones correspondientes:
· Posibles razones:
· El corredor del moho no es suave (como la pared interna tiene coque o impurezas), y el flujo de fusión está bloqueado.
· La temperatura del agua de enfriamiento es demasiado alta (la temperatura de agua de enfriamiento recomendada de la tubería PPR es de 15-25℃), y la superficie no se solidifica en el tiempo.
· La manga de diámetro fijo no está alineada con el centro del molde, lo que resulta en una fricción excéntrica de la tubería.
· disolvente:
· Retire el molde y retire la coque en el corredor con un cepillo de cobre o un agente de limpieza especial (evite usar un cepillo de alambre de acero para dañar la superficie).
· Reduzca la temperatura del agua de enfriamiento y verifique si el sistema de circulación de agua es suave.
· Calibre el centro de la matriz y la manga de tamaño, y ajuste la concentricidad (desviación <0.5 mm).
· Posibles razones:
· La brecha entre el núcleo núcleo y el dado de la boca no se ajusta adecuadamente (como el ajuste inconsistente de los pernos).
· La máquina de tracción no es paralela al eje del molde, y la fuerza de tracción es excéntrica.
· La presión de fusión es inestable (como la fluctuación de la extrusión), lo que resulta en un flujo de material desigual.
· disolvente:
· Ajuste bien el perno de ajuste del moho y mida el espacio con un freeler (error <0.05 mm) para garantizar que la circunferencia sea uniforme.
· Calibre la pista de la máquina de tracción para que la dirección de tracción sea consistente con el eje del molde.
· Extrusión estable (consulte la solución de "extrusión inestable") y aumente la presión de la bomba de fusión cuando sea necesario.